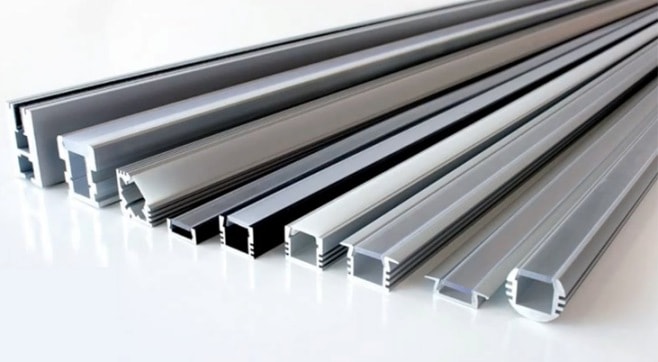
Говоря научным языком, алюминиевый профиль — это полуфабрикат или длинномерное изделие из алюминия с заданными характеристиками по ширине, длине, формам и поперечному сечению. Характеристик и свойств, по которым классифицируют их достаточно много, и мы приведем лишь основные из них.
Содержание
Виды профиля
Для большинства потребителей алюминиевый профиль принято классифицировать с учетом сферы его применения на:
1. Промышленный профиль:
- строительный (работы по облицовке фасадов и зданий, разнообразные внутренние отделочные работы, изготовление окон и дверей, отливов и т.д.);
- машиностроительный (производство всех видов транспортных средств: автомобили, самолеты и др.);
- рекламный (оборудование выставочное: стеллажи и стенды, производство витрин, а также мебельная фурнитура);
- электротехнический (находит свое применение в электротехнических системах и приборах).
2. Интерьерный (перегородки, карнизы, плинтуса, роллеты, мебель и др.)
3. Универсальный (швеллер, уголки, внутренние отделочные работы)
Специалисты разделяют алюминиевые профили по его характеристикам:
- состоянию материала – естественно состаренные и закаленные (Т), отожженные (М);
- форме сечения – квадрат, круг, полые и сплошные, н-образный, п-образный;
- виду прочности (нормальной прочности (НП) и повышенной прочности (ПП);
- точности изготовления — нормальная точность (Н), повышенная (П) и высокой прочности (В);
- способу изготовления (прессованный, сварной, гнутый, катаный, холодно- и горячо-деформированный и др.).
Широта использования профиля и его особенности позволяют еще квалифицировать его по теплопроводности, размерам, способам покрытия и другим характеристикам.
Оборудование для производства
В зависимости от выбранной стадии производства алюминиевого профиля оборудование для производства бывает литейного цикла и прессового. Для литейного цикла самым важным оборудованием считаются специальные газовые печи для плавки алюминиевых сплавов (цена от 15 000$), литейные линии, разливочные столы (от 10 000$), миксер поворотный (12 000$), ковши разливочные, смесители, машины для литья и т.д. Данное оборудование является довольно дорогостоящим и требует серьезных финансовых вложений, в зависимости от страны производителя.
Для работы прессового цеха по производству профиля используются печи для подогрева алюминиевых чушек (заготовок), режущая пила для заготовок, разнообразные линии по подаче и обработке заготовок, пресс-экструдер, печи для отжига готовых изделий.
Это далеко не полный перечень всего оборудование, которое необходимо для организации полного цикла производства. С учетом роста рынка и возрастающими потребностями в использовании профилей в различных сферах жизни, в технологии изготовления задействованы инструменты, подъемные механизмы, лабораторные и измерительные приборы для контроля качества изделий на всех стадиях производства.
Основное сырье
В качестве основного сырья для производства профилей рекомендуется использовать алюминиевый сплав АД-31 (более доступный по цене отечественный аналог сплава 6063). К преимуществам профилей, изготовленных из этого сырья, относятся:
- высокая прочность при малом удельном весе;
- длительный срок эксплуатации;
- пластичность;
- антикоррозийная стойкость;
- привлекательный вид;
- простота ухода.
Основным поставщиком АД-31 является ОАО «Русал», который считается монополистом среди производителей алюминия (обеспечивает 80% рынка) и обязан заключать контракты на поставку со всеми российскими потребителями данного сырья.
Для организации сотрудничества необходимо предварительно согласовать заявку и подписать контракт на поставку сплава. Как правило, договор заключается сроком на 1 год с ежемесячной корректировкой цены, что обусловлено плавающей стоимостью алюминия.
Технология производства алюминиевого профиля + Видео как делают
В широком понимании алюминиевый профиль изготавливается 2 способами: как стандартный профиль и индивидуальный. Стандартный это тот, который производится массово и имеет стандартные показатели. Индивидуальный же изготавливается по чертежу, чтобы придать ему необходимую конфигурацию и размер в соответствии с его дальнейшим применением.
Но для специалистов технология имеет более широкую трактовку и различается по методам, стадиям и способам изготовления.
Существуют две стадии процесса производства:
- Литейная (изготовление готовых сплошных слитков или конструкций из чушек алюминия с добавлением необходимых легирующих компонентов)
- Прессование (заготовкам придают необходимую форму и размер).
- Резка профиля и процесс старения готовых изделий.
Наиболее трудоемким и требующим большого количества производственных и людских ресурсов является литейная технология изготовления алюминиевых профилей. Поэтому производство заготовок под силу в основном промышленным предприятиям с серьезной производственной базой оборудования. Именно от качества исходной литой заготовки зависит дальнейшее качество профилей уже в изделиях и товарах.
Стадия прессования заключается в пластической деформации заготовки профиля, в результате которой она под давлением преобразуется через матрицу или пресс-форму в изделие заданной конфигурации.
Видео как делают алюминиевый профиль на производстве:
Существует три метода прессования: прямой, обратный и стык в стык. Прямое прессование применяют для изготовления полых изделий, труб, прутков. К методу обратного прессования прибегают в случае использования тугоплавких сплавов и необходимости получения однородного изделия с жесткими требованиями по длине и сечению. Метод «стык в стык» намного реже применяется, в отличие от двух предыдущих, и заключается в сваривании нескольких однородных заготовок. Также стоит отметить метод экструзии, который бывает холодным, теплым и горячим. В основе метода лежит подача сплава алюминия под давлением через экструдер, формирующий изделие. Алюминиевый профиль, полученный таким методом производства, обладает особой прочностью, надежностью и устойчив к образованию коррозии.
Юридическое оформление
Государственная регистрация
Для предприятия такого уровня нужна регистрация в статусе юридического лица, лучше всего путем учреждения ООО. В заявлении для ФНС следует указать соответствующие коды ОКВЭД:
- 24.33 «Производство профилей с помощью холодной штамповки или гибки»;
- 24.53 «Литье легких металлов», включая отливку полуобработанных изделий из алюминия.
Одновременно с регистрацией необходимо уведомить налоговую инспекцию о переходе на выбранный режим налогообложения.
Нормативная база
Алюминиевые профили изготавливаются в соответствии с требованиями таких ГОСТ:
- 22233-2018 «Профили прессованные из алюминиевых сплавов для ограждающих конструкций. Технические условия»;
- 13624-90 «Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент»;
- Р 55411-2013 «Профили гнутые из алюминия и алюминиевых сплавов. Технические условия»;
- 9.031-74 «Единая система защиты от коррозии и старения (ЕСЗКС). Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов. Общие требования и методы контроля».
При проверке качества выпускаемой продукции (в том числе для получения сертификата) используются нормы соответствующих ГОСТ:
- 1497-84 (ИСО 6892-84, СТ СЭВ 471-88) «Металлы. Методы испытаний на растяжение»;
- 23616-79 (СТ СЭВ 4243-83) «Система обеспечения точности геометрических параметров в строительстве. Контроль точности»;
- 427-75 «Линейки измерительные металлические. Технические условия»;
- 19300-86 «Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры».
Кроме того, существует перечень нормативных актов, в соответствии с которыми следует обустраивать производственное помещение (учитывая, что данное производство относится к категории вредных). В этот перечень входят:
- ГОСТ:
- 12.0.002-2014 «Система стандартов безопасности труда (ССБТ). Термины и определения»;
- 12.0.230-2007 «Система стандартов безопасности труда (ССБТ). Системы управления охраной труда. Общие требования»;
- 12.3.002-2014 «Система стандартов безопасности труда (ССБТ). Процессы производственные. Общие требования безопасности»;
- 12.0.003-2015 «Система стандартов безопасности труда (ССБТ). Опасные и вредные производственные факторы. Классификация»;
- 12.0.230.5-2018 «Система стандартов безопасности труда (ССБТ). Системы управления охраной труда. Методы оценки риска для обеспечения безопасности выполнения работ»;
- 12.1.005-88 «Система стандартов безопасности труда (ССБТ). Общие санитарно-гигиенические требования к воздуху рабочей зоны;
- 12.3.009-76 «Система стандартов безопасности труда (ССБТ). Работы погрузочно-разгрузочные. Общие требования безопасности».
- СанПиН:
- 2.2.4.548-96 «Гигиенические требования к микроклимату производственных помещений»;
- 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления».
- СН 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки. Санитарные нормы».
- Постановление Правительства РФ от 25 апреля 2012 г. N 390 «О противопожарном режиме».
В соответствии с законом №52-ФЗ «О санитарно-эпидемиологическом благополучии населения» и СанПиН 2.1.7.3550-19 «Санитарно-эпидемиологические требования к содержанию территорий муниципальных образований» вокруг предприятия должна быть обустроена санитарно-защитная зона на расстоянии до жилых строений не менее 100 метров.
Сертификация
Для производства алюминиевых профилей необходимо получить сертификаты двух видов:
- на выпуск продукции;
- на соответствие каждого ее вида требованиям приведенных выше стандартов.
Процедура сертификации производства выполняется в следующем порядке:
- разрабатывается проект, который подается в местную администрацию, где предварительно согласовывается;
- затем проводится инспектирование помещения специалистами СЭС, Госпожнадзора, службы экологического надзора и охраны труда, а также согласования с компаниями, обеспечивающими поставку воды и электроэнергии;
- при необходимости в первоначальный проект вносятся корректировки;
- после этого он подается в органы власти на окончательное утверждение.
Получение данного сертификата – весьма непростая процедура, поскольку изготовление алюминиевых профилей является вредным производством и требования к его организации очень строгие.
Сертификат соответствия продукции выдается отдельно на каждый вид алюминиевого профиля. Для его получения необходимо предоставить образец изделия в региональный центр сертификации, где проведут его проверку по установленным параметрам.
Дополнительно будет проверяться технологический процесс, а также наличие:
- уставной и техдокументации;
- стандартных измерительных приборов;
- входного контроля;
- соответствующей инфраструктуры;
- персонала соответствующей квалификации;
- сертификатов от поставщиков сырья.
При полном соответствии всех указанных пунктов требованиям сертификации будет выдан разрешительный документ. В случае выявления нарушений надо будет их устранить, а затем повторно обратиться в центр сертификации.
Подбор помещения
Для размещения указанного выше комплекта оборудования потребуется от 300 кв. м площади, включая подсобные помещения. Так как изготовление алюминиевых профилей относится к вредным производствам, то к обустройству цеха предъявляются особые требования:
- пол и стены из огнестойких материалов;
- высота потолков – от 3,5 м;
- наличие мощной вентиляции профессионального уровня и системы контроля воздуха.
Также потребуются другие помещения:
- склад для сырья – 50 кв. м;
- склад для готовых профилей – 100 кв. м;
- бытовые комнаты для производственного персонала – 20 кв. м;
- офисные кабинеты – 30 кв. м.
Общая площадь всего завода будет составлять 500 кв. м.
Располагать его рекомендуется в промышленной зоне или в пригороде. Это не только обеспечит соответствующую закону санитарно-защитную зону, но и позволит значительно сэкономить на аренде. К тому же, если речь идет о бывшем промышленном предприятии, то в производственном цехе должны остаться все необходимые коммуникации, что тоже обеспечит экономию средств на ремонте и приведении помещения в соответствие с требованиями законодательства. Также важно учитывать наличие удобного подъезда, стоянки для грузовых автомобилей и развитой транспортной развязки.
Кадровый состав
Основная ответственность за качество изделий возлагается на технолога, поэтому он должен иметь высокую квалификацию и желательно опыт работы в данной сфере. К его подбору нужно отнестись наиболее внимательно.
Если цех оснащен полностью автоматизированной линией, то для небольшого предприятия, работающего в одну смену, потребуется штат из 11 работников:
- директор;
- бухгалтер;
- технолог;
- менеджер по работе с клиентами;
- производственный персонал (5 человек):
- мастер смены;
- оператор линии;
- техник-механик;
- 2 подсобных рабочих;
- кладовщик;
- уборщица.
При организации двух- или трехсменного режима работы количество производственного персонала следует увеличить соответственно в 2 или в 3 раза. Но в стартовый период лучше начинать с одной смены, чтобы определить спрос на изделия и не заваливать готовой продукцией складское помещение.
Если есть возможность приобрести автомобиль, то будет нужен водитель и грузчик. При ограниченности финансовых средств можно первое время арендовать автомобиль с водителем.
Сбыт и реклама
Для реализации произведенной продукции в первую очередь необходимо искать оптовых клиентов, которыми могут стать:
- строительные магазины;
- мебельные фабрики;
- производители рекламной продукции;
- строительные компании;
- фирмы, специализирующиеся на утеплении домов и выполнении ремонтных работ;
- производители окон и др.
Для налаживания контактов следует определиться со списком потенциальных покупателей и начать работать напрямую – путем звонков и личных встреч. Обязательно надо участвовать в отраслевых ярмарка, выставках, форумах и других мероприятиях, чтобы заявить о себе, ознакомиться с предложениями конкурентов и найти оптовых клиентов.
Для расширения клиентской базы и поиска розничных покупателей следует организовать рекламную кампанию, используя следующие инструменты:
- создание официального сайта;
- продвижение в социальных сетях, на городских и профильных форумах, досках объявлений;
- использование всех доступных видов онлайн–рекламы;
- публикации в СМИ;
- раздача печатной продукции (листовок, флаеров, визиток).
Хорошим ходом может стать установка баннеров и билбордов, изготовленных с применением собственных алюминиевых профилей.
Финансовые расчеты
Литейная технология очень трудоемкая и применяется на крупных заводах, оснащенных мощным производственным оборудованием. Для открытия мини-цеха больше подходит метод прессования. Хотя финансовые затраты и во втором случае будут довольно крупными.
Первоначальные вложения
Для покупки литейного комплекса потребуются такие средства:
| Наименование | Цена, рублей |
| Газовая плавильная печь ПТ-1 | 1000000 |
| Поворотный отражательный миксер | 930000 |
| Разливочный стол | 700000 |
| Ковш разливочный QB-1 | 300000 |
| Роторный смеситель для отливки | 700000 |
| Машина для литья CDC-180TPS | 970000 |
| Всего | 4600000 |
Комплект оборудования для прессового производства обойдется дешевле:
| Наименование | Цена, рублей |
| Печь для разогрева заготовок | 460000 |
| Режущая пила для резки заготовок горячим способом | 280000 |
| Пресс–экструдер | 1100000 |
| Линия подачи подготовленных заготовок под пресс | 340000 |
| Линия послепрессовой выделки профиля | 500000 |
| Печь для отжига готового профиля | 320000 |
| Всего | 3000000 |
Вторая статья расходов – закупка сырья. Если заключить контракт с поставщиком на год, как указано выше, то на начальном этапе для экономии средств достаточно приобрести только несколько тонн. Этого будет достаточно, чтобы производить 3–4 наиболее популярных видов профиля.
Также на первых порах рекомендуется выпускать профили без защитно-декоративного покрытия. Но во избежание появления поверхностной коррозии такие изделия надо хранить в крытых сухих и хорошо вентилируемых складах, расположив их на паллетах и разделяя каждый ряд прокладками. При соблюдении всех этих условий продукцию можно хранить годами без какого-либо ущерба.
Оптовая стоимость алюминия АД31 в чушках составляет в среднем 80000 рублей/тонна. Для покупки 3 т потребуется 240000 рублей.
Стоимость сертификации зависит от региона. Оформление одного сертификат обходится примерно в 20000 рублей. Если выпускать 3 вида профиля, то с учетом необходимости получения сертификата и на производство (т.е. всего 4 документа) потребуется 80000 рублей.
С учетом всех приведенных расчетов размер первоначальных инвестиций составит:
| Статья затрат | Сумма, рублей |
| Юридическое оформление: госпошлина сертификация минимальное вложение уставного капитала оплата юридических услуг через аутсорсинг | 110000 4000 80000 10000 16000 |
| Подготовка помещений: ремонт меблировка офиса, складов арендная плата на время ремонта | 600000 200000 100000 300000 |
| Оборудование | 3000000 |
| Сырье | 2400000 |
| Реклама и маркетинг | 100000 |
| Непредвиденные расходы + финансовая подушка | 9500000 |
| Итого | 5000000 |
Ежемесячные расходы
На оплату труда указанному штату сотрудников каждый месяц понадобится такая сумма:
| Должность | Оклад, рублей | Численность, единиц | ФОТ, рублей |
| Директор | 45000 | 1 | 45000 |
| Бухгалтер | 40000 | 1 | 40000 |
| Технолог | 40000 | 1 | 40000 |
| Менеджер по работе с клиентами | 35000 | 1 | 35000 |
| Мастер смены | 30000 | 1 | 30000 |
| Оператор линии | 25000 | 1 | 25000 |
| Техник-механик | 25000 | 1 | 25000 |
| Подсобный рабочий | 20000 | 2 | 40000 |
| Кладовщик | 20000 | 1 | 20000 |
| Уборщица | 20000 | 1 | 20000 |
| 11 | 320000 |
Учитывая остальные расходы, постоянные издержки составят:
| Статья | Сумма, рублей |
| Арендная плата | 300000 |
| ФОТ | 320000 |
| Коммунальные платежи | 50000 |
| Сырье< | 240000 |
| Поддержание рекламы | 50000 |
| Непредвиденные расходы | 100000 |
| Всего | 1060000 |
Планируемая прибыль
Стоимость 1 м алюминиевого профиля зависит от его параметров, поэтому прибыль посчитать довольно сложно. Обычно производители устанавливают цену реализации как минимум в 1,5 раза выше себестоимости.
При таком условии финансовые результаты деятельности завода будут следующими:
| Показатель | Значение, рублей |
| Стартовые вложения | 5000000 |
| Ежемесячные расходы | 1060000 |
| Планируемая выручка | 1590000 |
| Ежемесячная прибыль | 530000 |
| Налог (УСН 15% от прибыли) | 79500 |
| Чистая прибыль | 450500 |
При данных темпах производства вложенные средства должны окупиться за 1 год при условии наличия постоянных оптовых покупателей. Но поскольку для налаживания полноценной работы предприятия и сотрудничества с клиентами потребуется время, то следует рассчитывать, что срок окупаемости составит около 1,5 лет. Чтобы улучшить финансовые показатели, рекомендуется перейти на двух- или трехсменный режим, но при условии, что вся произведенная продукция будет иметь каналы сбыта.

 (8 оценок, среднее: 4,63 из 5)
(8 оценок, среднее: 4,63 из 5)