
Различные виды ножей смело можно отнести к товарам массового потребления. Они используются в быту и заведениях общественного питания для приготовления пищи, в туристической сфере, являются незаменимыми спутниками охотников и рыболовов, а также обязательным атрибутом военных. Отдельная ниша – коллекционные экземпляры, в большинстве своем изготавливаемые на заказ. Таким образом, производство ножей – перспективное направление развития для предпринимателя. Однако здесь есть масса нюансов, которые нужно учесть на этапе составления бизнес-плана.
Содержание
Специфика производствa
Действующие участники рынка отрасли специализируются на производстве ножей различной формы и назначения. В зависимости от этого их основными потребителями могут быть оптовые компании, занимающиеся сбытом изделий рядовым потребителям, предприятиям пищевой промышленности, специализированным магазинам по продаже охотничьих и туристических моделей, а также частные лица, желающие приобрести коллекционные экземпляры, и представители силовых структур. Важно понимать, что наибольшая доля продаж приходится именно на бытовой сектор, который, к тому же не требует придания изделиям специфических свойств и лицензирования, как в случае с холодным оружием. Соответственно, войти в этот сегмент существенно проще.
Вместе с тем, потребность общества в кухонных и прочих бытовых ножах на 99.9% покрывают крупные концерны, достичь масштабов которых новому предприятию с нуля достаточно сложно без существенных инвестиций. Именно поэтому многие начинающие фирмы выбирают так называемую стратегию «найфмейкерства» — когда продукция изготавливается ограниченными партиями или даже в единичных экземплярах и реализуется посредством узких каналов сбыта.
Однако если на западе найфмейкерство развито достаточно широко, то на территории РФ этот вид деятельности до сих пор носит больше кустарный характер, лишь в некоторых случаях позволяя получить действительно серьезную прибыль. Связано это с тем, что для большинства предпринимателей изготовление эксклюзивных ножей является больше хобби, чем бизнесом. Соответственно, не идет речи о крупных вливаниях в дорогостоящее профессиональное оборудование. В результате даже лучшие образцы охотничьих и поварских ножей по качеству не могут сравниться с продукцией известных зарубежных концернов.
Таким образом, есть два варианта развития серьезного бизнеса на производстве ножей: открытие полноценной производственной линии с определенной номенклатурой продукции либо работа с индивидуальными заказами, что, впрочем, не исключает серьезных вложений в материальное обеспечение.
Виды ножей
Ножи делят на виды в зависимости от назначения, размеров, формы и длины лезвия. Различают:
- Боевые. Таких изделий нет в свободной продаже. Они изготавливаются на предприятиях, имеющих специальную лицензию, и предназначены для вооружения силовых подразделений.
- Туристические. Это легкие, практичные, простые в уходе изделия с рукоятями преимущественно из синтетических материалов и фиксированными клинками с не очень острым углом острия (для открытия консервных банок). Как правило, лезвия таких ножей производят из прочных сталей, которые при необходимости легко затачиваются в походных условиях.
- Охотничьи. Изделия износостойкие, долго сохраняют заточку. Часто представляют собой фикседы с деревянной рукоятью. Могут оснащаться крюками для снятия шкур.
- Складные. Эта группа отличается огромным разнообразием и может включать как монофункциональные изделия («бабочка»), так и модели с большим количеством дополнительных функций (консервный нож, отвертка, ножницы и т. д.). Второй вариант называется мультитулом.
- Специальные. Эта группа представлена ножами, которые используются для выполнения специфических операций: ножи-скальпели, садовые, дайверские, для сотрудников МЧС.
- Бивачные. Это фикседы, по функциональности сравнимые с мачете. С их помощью можно рубить ветки, прокладывать дорогу в чаще и т. д.
- Спортивные. Основные представители группы – ножи для метания. Они не имеют режущей кромки и накладной рукоятки.
- Кухонные. Самая многочисленная категория с огромным количеством модификаций: для резки хлеба, сыра, мяса, разделки и т. д.
- Столовые. Предназначены для сервировки стола.
- Для выживания. Высококлассные изделия, представляющие собой вариацию мультитулов. В отличие от них могут содержать не только инструменты, но и такие составляющие как компас, зажигалка и т. д.
Типы и основные размеры ножей по ГОСТ Р 51015-97
| Тип и наименование ножей | Размеры, мм | |||
| Длина ножей | Длина клинка | Ширина клинка | Толщина клинка | |
| 1 Ножи хозяйственные: | ||||
| хлеборезные, овощные | 165-200 | 60-120 | 11-20 | 0,7-1,5 |
| 205-240 | 100-140 | 15-30 | 0,7-2,2 | |
| хлеборезные, овощные | 245-280 | 140-180 | 16-36 | 0,8-2,4 |
| 285-320 | 170-205 | 16-40 | 1,0-2,4 | |
| 325-360 | 205-245 | 18-52 | 1,0-4,5 | |
| 2 Ножи специальные: | ||||
| мясницкий остроконечный | 300 | 170-185 | 32 | 2,3 |
| мясницкий широкий | 270 | 150 | 36 | 1,6 |
| для разрубки туш | 480 | 340 | 105 | 4,5 |
| для разрубки мяса | 320 | 200 | 45 | 3,0-3,5 |
| 350 | 205 | 52 | 3,0-4,5 | |
| 400 | 255 | 55 | 3,0-6,0 | |
| 330 | 210 | 90 | 2,1 | |
| для разрезки мяса | 330 | 200 | 28 | 1,8 |
| для выемки костей | 320 | 190 | 15 | 1,8 |
| для обвалки мяса | 270 | 140 | 30 | 1,8 |
| филейный | 370 | 240 | 25 | 1,3 |
| 440 | 310 | 25 | 1,6 | |
| 500 | 370 | 32 | 3,0 | |
| шингованный | 370 | 240 | 20-25 | 1,2 |
| 420 | 290 | 25-35 | 2,2 | |
| 460 | 330 | 30-40 | 2,2 | |
| для резки ветчины | 500 | 370 | 25-40 | 2,1 |
| 270 | 154 | 20 | 1,1 | |
| 270 | 160 | 16,8 | 1,4 | |
| 275 | 168 | 18 | 1,0 | |
| 350 | 243 | 18 | 1,0 | |
| 360 | 240 | 18 | 1,2 | |
| 280 | 160 | 18 | 1,2 | |
| для резки колбасы | 440 | 310 | 20-25 | 1,3 |
| для резки сыра | 370 | 240 | 40 | 1,6 |
| 440 | 292 | 45 | 1,6 | |
| рыборазделочный | 270 | 140 | 25 | 1,8 |
| 300 | 170 | 28 | 1,8 | |
| поварской | 330 | 205 | 45 | 1,8 |
| 400 | 275 | 45 | 3,0 | |
| 480 | 335 | 60 | 3,0-6,0 | |
| хлеборезный магазинный | 380 | 250 | 105 | 1,5 |
| для вскрытия мешков | 215 | 95 | 38 | 1,8 |
| для туриста | 350 | 230 | 80 | 4,5 |
| секач | 275 | 175 | 90 | 7,0 |
| 315 | 175 | 90 | 4,6 | |
Этот же стандарт регулирует параметры сечений, которые могут иметь клинки в поперечном направлении. Всего для бытовых ножей допускается три варианта:
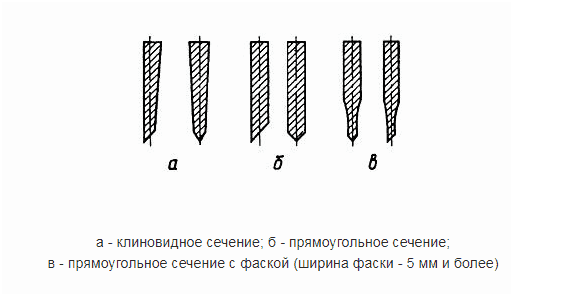
Заточка может быть как односторонней, так и двусторонней, а ее угол может составлять 30-50 градусов. Отрезок лезвия не менее 20 мм, прилегающий к ручке, должен быть притуплен.
Марки стали для производства ножей
Для каждого вида ножей подбирается сталь с определенными свойствами. Например, госстандарт предписывает для изготовления кухонных приборов использовать сплавы твердостью 48-57 HRC, а вот для охотничьих ножей такого показателя недостаточно.
Наряду с определенным уровнем твердости, металлы для изготовления бытовых ножей должны соответствовать еще ряду показателей:
- способность режущей кромки сохранять твердость на протяжении определенного времени (оно отличается в зависимости от назначения ножа);
- стойкость к коррозии, включая возникающую под действием бытовых жидкостей;
- упругость;
- уровень твердости, позволяющий выполнять заточку в домашних условиях;
- сбалансированность лезвия и рукоятки.
На практике достаточно сложно получить весь спектр этих характеристик с использованием лишь одной марки стали, поэтому на предприятиях для изготовления заготовок нередко используются многослойные «пакеты» из нескольких сплавов. Впрочем, для производства ножей бюджетной и средней ценовой категории вполне подходят такие марки стали, как, например, CPM S30V и 154 CM, а также их отечественные аналоги Д2 и АУС 8.
В современной ножевой промышленности находят широкое применение множество марок сталей, каждая из которых обладает уникальными свойствами:
- 40Х13 (420) – материал для изготовления отечественных кухонных ножей бюджетного сегмента. Отличается высокой коррозийной стойкостью, неприхотливостью к условиям эксплуатации и простотой заточки. Иначе этот сплав называют хирургической или медицинской сталью.
- 65Х13 (425mod) – один из самых распространенных материалов для изготовления ножевого ширпотреба в РФ. Отличается универсальностью, не ржавеет.
- 95Х18 (440С) – прочная, гибкая и твердая сталь, весьма капризная в закалке и обработке. Для заточки требует определенных условий, однако клинок долго сохраняет остроту. Имеет определенную чувствительность к действию влаги и соли.
- 65Г – пружинно-рессорная сталь, склонная к появлению ржавчины. Чаще всего используется для производства метательных ножей.
- 420 – еще один представитель бюджетного сегмента с высокой коррозийной стойкостью. Конечные свойства изделий во многом зависят от качества закалки и обработки.
- 8Cr13MoV – материал китайского производства со значительными включениями углерода, хрома, ванадия и молибдена. Ножи легко затачиваются и остаются острыми долгое время, в чем можно убедиться на примере линейки изделий Byrd от Spyderco.
- 8Cr14MoV – сталь, во многом напоминает предыдущую, обладая при этом более высокой стойкостью к коррозии благодаря увеличенному содержанию хрома.
- 420J2 – широко известная в мире сталь японского производства. Благодаря простоте обработки, доступности и превосходным качествам, большое число компаний применяют ее как основной материал для изготовления лезвий, так и в качестве обкладки для более твердых металлов.
- 420HC – идеальный высокоуглеродистый сплав для массового изготовления ножей. Невысокая стоимость, простота обработки, удовлетворительная прочность и стойкость к коррозии – вот основные преимущества материала. Кроме того, ножи из него несложно затачивать.
- 12С27 – высококачественная «нержавейка» шведского производства, практически не содержащая примесей. Может использоваться для изготовления ножей разного назначения.
- 3Cr13 – еще один китайский материал, по сути, являющийся одной из модификаций 440А, которая после закалки получила твердость порядка 57 HRC. Сталь применяют для массового производства ножей среднего ценового сегмента.
- 440 (А — B – C) – в этих сталях в зависимости от маркировки увеличивается содержание углерода – от 0.75% для А до 1.2% для С. Все стали устойчивы к коррозии и прекрасно сопротивляются нагрузкам.
- AUS-4 – еще один «японец», не слишком известный в РФ. По свойствам напоминает сталь 420J2, но содержит меньше углерода, поэтому хотя и хорошо поддается обработке, заточку держит недолго.
- AUS-6 (-8, -10) – «нержавейки» из Японии с высокой стойкостью к износу, благодаря высокому содержанию ванадия. По характеристикам напоминают марку 440А и содержат от 6.65% (AUS-6) до 1.1 % (AUS-10) углерода.
- ATS-34 (Япония) и 154CM (США) – высокотехнологичные стали с превосходными характеристиками жесткости и твердости, немного менее стойкие к коррозии, нежели материалы серии 440. Из-за высокой стоимости используются для производства ножей соответствующего класса.
- H-1 – марка с превосходными режущими свойствами, способностью долго удерживать заточку и высокой стойкостью к коррозии, в том числе, в соленой воде, известная по продукции фирмы Spyderco. Из-за высокой стоимости и сложности в обработке используется преимущественно для выпуска профессиональных ножей моряков.
- 3G – композитный порошковый материал производства Швеции. Относится к сталям последнего поколения и считается одним из наиболее качественных в соответствующей группе.
- S30V (CPM S30V) – мартенситная порошковая «нержавейка», полученная Диком Барбером в ходе разработок для компании Криса Рива. В составе присутствуют карбиды ванадия, обеспечивающие материалу высокую прочность и совершенство зерна. Превосходные качества стали причиной использования этой стали многими известными производителями ножей.
- D-2 – полунержавеющая сталь, которая, тем не менее, обладает повышенной стойкостью к коррозии в сравнении с углеродными аналогами. Благодаря высокой прочности ножи долго сохраняют режущую кромку.
- ZPD-189 – высококлассная порошковая сталь от японских производителей. По твердости материал превосходит любые аналоги, обладая при этом прочностью и хорошей ударной вязкостью. Высокая стоимость обусловила использование металла для изготовления премиальных ножей.
- ШХ15, Х12МФ, Д2 – несмотря на подверженность коррозии, клинки из этих марок отличаются стойкостью к износу, отличными режущими свойствами, упругостью и прочностью.
- Дамаск и булат – лучшие материалы для изготовления высококлассных ножей. Требуют серьезной обработки и отличаются высокой стоимостью.
Определившись с составом металла для производства ножей того или иного типа, необходимо наладить оптовые поставки сырья. Желательно, если поставщиком выступит ближайшее к производству металлургическое предприятие.
Материалы для изготовления рукоятки
По способу крепления рукояти ножей делятся на:
- Накладные. Ручка собирается из двух частей, скрепляемых заклепками. Чаще всего такой способ крепления используется для изделий с широким хвостовиком, форма которого нередко и определяет контуры рукоятки. Кроме того, в этом случае легко сбалансировать массивное или длинное лезвие.
- Всадные. Способ используется для ножей с узким хвостовиком. Цельная рукоятка легче и прочнее, чем клепанная, поэтому ножи могут использоваться для трудоемких операций.
- Цельнолитые. В этом случае рукоятка представляет собой единое целое с лезвием.
Для изготовления рукоятей на сегодняшний день чаще всего применяются следующие материалы:
- Древесина твердых лиственных пород с высокой вязкостью (береза, клен, орех) не ниже второго сорта с влажностью не выше 12%.
- Полипропилен, к примеру, марок 04П-01010, 05П-01020.
- Ударопрочный полистирол марок УПМ 0503, УПМ 0508.
Также рукоятки могут изготавливаться и из других материалов, например, различных металлических сплавов, дополняться различными декоративными элементами, обшиваться кожей и т. д.
Для изготовления шайб, заклепок и другой арматуры допускается использование стали марок 12Х17, 12Х18Н9Е, медно-цинковых сплавов Л63., Л68, ЛС59-1, сплавов алюминия АД, АД0 или их аналогов.
На начальном этапе деятельности можно наладить поставки готовых рукояток, однако в перспективе желательно наладить собственное производство.
Технология производства ножей + Видео как делают
Способ производства ножей определяется видом изделий. Продукция может изготавливаться как методом штамповки, так и по технологии ковки. Принципиальное отличие между этими способами заключается в том, что в первом случае заготовки вырезаются посредством штамповочного станка либо с использованием гидроабразивной резки из листовой стали определенной марки, а затем подвергаются закаливанию, шлифовке и прочим видам обработки. Технология ковки дает возможность изготавливать лезвия, используя несколько марок стали, которые собираются в пакеты, сплавляются и перековываются в готовое изделие.
Схематически технология изготовления ножей методом штамповки выглядит следующим образом:
- Приемка и контроль качества сырья.
- Вырезание (штамповка) заготовок для клинков.
- Слесарная обработка, которая предусматривает выполнение технологических отверстий и других функциональных элементов.
- Закаливание клиентов с целью придания дополнительной прочности и других полезных качеств.
- Шлифовка и предварительная обтачка заготовок.
- Полировка клинков.
- Установка ручек.
- Заточка лезвий.
- Консервация ножей.
- Контроль качества готовых изделий.
- Упаковка в картонные ящики, индивидуальную тару или наборы.
Все операции выполняются в соответствии с требованиями ГОСТ Р 51015-97 «Ножи хозяйственные и специальные. Общие технические условия».
Кухонные:
Оборудование для производства ножей
Оснащение производства ножей зависит от его масштабов. Для полноценного производства потребуется существенная территория, где буду размещены следующие цеха:
- Цех для раскроя заготовок. Они могут изготавливаться методом штамповки, гидроабразивной резки, электроэрозионной обработки или лазерного раскроя. Для каждой из этих технологий потребуются соответствующие станки. При этом желательно иметь в своем распоряжении несколько технологий. Например, для получения матриц и пуансонов, применяемых в штамповочном станке, потребуется проволочно-вытяжной станок, который также может использоваться для раскроя клинков складных ножей, изготовления оснастки и высокоточных прототипов. Наиболее совершенной на сегодняшний день считается технология лазерной резки.
- Цех термообработки. Здесь происходит закаливание клинков. Для этого может использоваться установка, включающая печи предварительного и основного нагрева, а также термостойкий конвейер.
- Кузнечный цех. Основное оборудование – горн и механический кузнечный молот. Он потребуется в том случае, если на предприятии используется технология изготовления ножей методом ковки.
- Цех финишной обработки клинков (сатинирования).
- Цех виброполировки. Он представляет собой установку с несколькими чашами, заполненными керамическими элементами различного диаметра. Поэтапно продвигаясь из чаши в чашу, клинки приобретают необходимый блеск.
- Художественный участок. Здесь создаются эскизы будущего продукта и, при необходимости, наносятся рисунки с последующим травлением.
- Сборочный цех. Здесь осуществляются заточка и монтаж клинка в рукоятку – вручную или с использованием специальных установок.
- Участок деревообработки, где изготавливаются рукояти из древесины.
- Цех по изготовлению пластиковых рукояток.
- Цех нанесения маркировки посредством лазерного принтера.
- Упаковочный цех.
- Участок технического контроля.
Как видно, оборудование для производства ножей представляет собой сложный комплекс высокотехнологичных агрегатов, точный состав которых определяется видами выпускаемой продукции и выбранной технологией. На большинстве современных линий присутствует максимальный уровень автоматизации, где ручной труд используется, в основном, для подачи заготовок и выходного контроля качества. Однако есть и другие варианты, когда, например, вручную осуществляются заточка и упаковка. Предпринимателю необходимо оценить свои возможности и четко прописать технологический цикл, а уже на этом основании приступать к выбору поставщика агрегатов.
Запуск предприятия
Как и в случае с любым производством, предпринимателю необходимо зарегистрировать деятельность. Оптимальной организационно-правовой формой станет ИП, либо ООО. Код ОКВЭД подбирается в зависимости от специфики деятельности. Например, для изготовления кухонных ножей это 28.6 «Производство ножевых изделий и столовых приборов». Для производства холодного оружия потребуется получить лицензию. Это сопряжено с целой чередой сложностей, поэтому начинающему предпринимателю стоит сосредоточить внимание на изделиях, используемых в быту.
Для размещения габаритного оборудования потребуется помещение существенной площади – от нескольких сотен метров квадратных с подводом всех коммуникаций. Кроме того, производство ножей сопровождается высоким уровнем шума, поэтому участок должен быть расположен в промзоне или за пределами городской черты.
Размер штата предприятия зависит от его масштабов. Но в любом случае полноценное производство сложно организовать с числом сотрудников менее 20. Отдельное внимание стоит уделить поиску профессионального художника, который будет разрабатывать эскизы, кузнеца и технолога. От этих специалистов напрямую будет зависеть качество готового продукта.
Реклама
Предпринимателю важно понимать, кто станет конечным потребителем товаров: домашние хозяйки, профессиональные повара, поклонники туризма, охоты или рыбалки. Возможно, предприятие сможет одновременно удовлетворять потребности нескольких категорий клиентов.
Хорошим способом для демонстрации ножей широкому кругу потенциальных заказчиков и источником прямых продаж станет интернет-магазин. При условии грамотного продвижения, таким образом, можно привлечь не только розничных покупателей, но и крупные фирмы, которые нуждаются в поставках больших партий товара.
Также нелишним будет разместить информацию о новом производстве на тематических формах и в сообществах, посвященных кулинарии, рыбалке, туризму и других, где могут обсуждаться ножи.
Также способы продвижения продукции, ассортимент и другие нюансы, связанные с производством ножей, можно «подсмотреть» у действующих производителей, большой перечень которых присутствует, например, на сайте sirin-knife.com.
Также нужно помнить, что лучшая реклама – высокие потребительские свойства товара. Соответственно, следует держать ориентир на качество и стараться, чтобы каждый покупатель остался доволен приобретением.

 (5 оценок, среднее: 4,80 из 5)
(5 оценок, среднее: 4,80 из 5)